
With the hundreds of proprietary formulations (of our own invention!) in our catalogue, we believed that, over time, we had built up an offering broad enough to guarantee the best solution for all – or almost all – customers’ needs in the aluminium industry.
However, since it is not in our nature to “rest on our laurels”, observing the changes in the market we realised that we could do even more, and even better.
So, about 3 years ago, we launched a project to reassess our products specifically for aluminium, which involved the performance of more than 600 corrosion tests on 49 refractory castables, with four different alloys (46000/46100;5083;7075; 2196) at four different temperatures (815-1100-1200 and 1300°C).
An analysis of the huge amount of data generated by the tests revealed that our offering guaranteed excellent coverage of both standard and heavy-duty applications, but from the commercial point of view it was less competitive in intermediate applications (e.g. reverberatory furnaces with medium-power regenerative burners). There was therefore a gap in our range for a more specific product for these applications, which would enable us to offer customers an alternative to our “high-end” products.
Therefore, starting from an existing product family, which provided a well tried and tested base, our R&D department developed a new technology, capable of delivering better performances in terms of resistance to thermal shock and corrosion resistance at higher-than-standard temperatures.
A better compromise, if possible at the same price as the existing refractory.This was no easy task: the alumina content was not to be increased in order to avoid higher reversible linear changes and lower thermal shock resistance, and the exclusive use of “non-wetting” additives in the matrices to reduce corrosion and provide better resistance to high temperatures had to be avoided. Without a doubt, efforts had to be concentrated on the matrix, which in these castables accounts for 40-50% of the total weight.
Once again nanotechnology, which we have already been using for more than 15 years, came to our aid. The combination of techniques and knowledge of chemistry and physics which enables to manipulate matter at the atomic level to create structures with size measured in nanometres enabled us to add neutral, solid nanoparticles to the matrix, to block the pathways in the matrix by means of which the molten metals usually saturate the refractory, thus making it “aluminium-proof”.
These particles have immense specific coverage: just one gram of material is able to cover an area of 800m2. Since the number of particles needed to obtain our required result is minimal and our production know-how allows them to be evenly distributed even through large masses, their effect on the final cost of the product is negligible.
This technique has provided the basis of new products with protection against corrosion and corundum penetration at high-temperature up to 90% higher than the equivalent standard product. Corrosion resistance is so high and the quality-price ratio so excellent that we have decided to create a whole family of these products: Alproof®.
The following is the comparison between the corrosion resistance of Alproof® and the equivalent standard product.
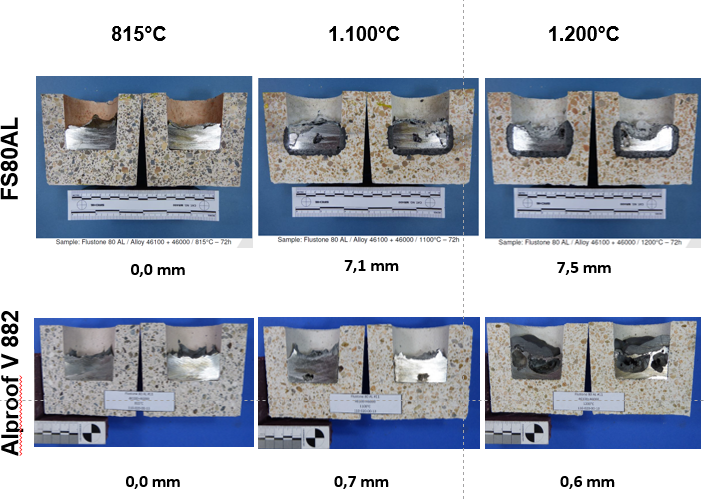

As the data show, in normal conditions (at 815°C) both products give excellent results, but from 1.100°C to 1.200°C there is 90% less corrosion on Alproof®.
However, our regular customers should note that its physical properties and installation procedures are very similar to those of the well-established Flustone® products.
We expect that this new, beneficial discovery will prove very popular with our customers!
Daniele Scabini